








 电源模块外壳之电源模块外壳在拉伸过程中的注意事项跟发展方向
电源模块外壳之电源模块外壳在拉伸过程中的注意事项跟发展方向(一)、电源模块外壳之电源模块外壳在拉伸过程中的注意事项
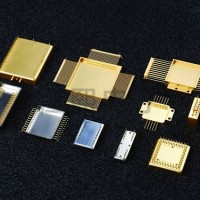
跟着电子产品的速度适宜发展,外壳作为电子产品的保护包装,原料的品种也普遍,受欢迎的要数电源模块外壳了,它是在惯例镀钛工艺基础上添加预镀和电镀工艺过程,铝型材工艺是将活化后的镀件置于食盐和水溶液中进行化学处理;可成各种形状的金色、五颜六色,黑色等亮光的多种系列铝型材产品。
1、拉伸要在铝合金型材冷却到50度以下方可移到拉伸架上进行拉伸作业,温度过高即拉伸既会烫坏人体,烫坏毛条,由于不能去除铝合金型材内应力而在时效前后出现弯曲,扭拧,功用不良等肯定废品。
2、拉伸量的控制在1%支配,并且要注意拉伸量过高会引发头中尾标准差错,表面水纹状麻花(鱼鳞)痕,延伸率低,硬度偏高发脆(塑性低)。电源模块外壳过低的拉伸量会使型材抗压强度及硬度偏低,甚至时效(淬火)也无法进步硬度,型材易弧形弯曲(俗称大刀弯)。
3、为控制拉伸变形量和好的控制整条型材的标准改变,要选用适合的专用夹垫和适合的方式方法。特别是开口料,圆弧料,悬臂料,以及弯曲形状的型材要留心拉伸夹垫的合理有用运用。
4、留心宽厚比高的、悬壁长的、弧度大的、壁厚大小悬殊的、形状古怪等型材的小脚、薄齿、长腿、圆弧面、倾斜面、开口、角度等的受力情况,防止型材部分以及点状标准变形、扭拧、螺旋等缺陷引发。
5、因毛条有阻热宣布作用,装修表面需求高的铝型材要多上下前后翻转,以利散热均匀,削减因散热失衡结晶度纷歧然后引发的横向亮斑缺陷,特别是大宽面,壁偏厚铝型材要留心。
6、在取料和移动及拉伸过程中不得互相碰擦、拉扯、堆叠、拥堵、环绕在一起,应互相间预留的距离。对易弯曲、出料长短的铝合金型材要及时处置,需要时作好互相间的保护处置。
(二)、电源外壳布线方向
电源外壳布线方向:从焊接面看,元件的排列方位尽可能保持与原理图相外壳一致,布线方向较好与电路图走线方向相一致,因出产过程中通常需要在焊接面进行各种参数的检测,故这样做便于出产中的检查,调试及检验(注:指在知足电路机能及整机安装与面板布局要求的条件下)。电源线和地线的宽度是否合适,在PCB中是否还有能让地线加宽的地方。
因采用单面板,直插元件位于top面,表贴器件位于bottom面,所以在布局的时候直插器件可与表贴器件交叠,但要避免焊盘重叠。做不到单点时,在共地处接两二极管或一小电阻,实在接在比较集中的一块铜箔处就可以。在本开关电源中,它的布线和器件间的电感影响较小,而接地电路形成的环流对干扰影响较大,因而采用一点接地,即将电源外壳开关电流回路(中的几个器件的地线都连到接地脚上,输出整流器电流回路的几个器件的地线也同样接到相应的滤波电容的接地脚上,这样电源外壳工作较不乱,不易自激。
印刷电路中不答应有交叉电路,对于可能交叉的线条,可以用“钻”、“绕”两种办法解决。进行全局布线的时候,还须遵循以下原则:
准确选择单点接地通常,滤波电容公共端应是其它的接地点耦合到大电流的交流地的独一连接点,电路的接地点应尽量靠近,并且本级电路的电源外壳滤波电容也应接在该级接地点上,主要是考虑电路各部门回流到地的电流是变化的,因实际流过的线路的阻抗会导致电路各部门地电位的变化而引入干扰。
即让某引线从别的电阻、电容、三极管脚下的旷地空闲处“钻”过去,或从可能交叉的某条引线的一端“绕”过去,在特殊情况下如何电路很复杂,为简化设计也答应用导线跨接,解决交叉电路题目。
沧州恒熙电子有限责任公司(http://www.hengxidianzi.com)主营多种不同型号的晶振外壳、电源模块外壳、金属封装外壳,配备镀金、镀镍、镀锡、电泳漆、阳极氧化等表面处理加工车间、全部实现本厂自主生产加工能、缩短交期等问题。产品远销北京、上海、广州、深圳、西安、等地。